In production, line balancing is useful tool. Line-balancing
strategy is to make production lines stretchy enough to absorb external and
internal indiscretion. This strategy involves setting a planned rate of
production for necessary materials to be fabricated within a particular time
frame. Additionally, successful line balancing requires assuring that every line
segment's production quota can be met within the time frame using the available
production capacity. This is an efficient device to develop the throughput of
assembly lines and work cells while decreasing manpower requirements and
expenses. Line-balancing is slightly different from assembly line balancing.
Assembly line balancing involved the action of assemble different parts
together. It involves many production lines while normal Line-balancing may
only involve one production line. Assembly Line Balancing is the problem of
assigning operations to workstations along an assembly line, in such a way that
the assignment be best in some sense. Since introduction of assembly lines by
Henry Ford, Line-balancing has been an optimisation problem of important industrial
importance. The efficiency difference between an optimal and a sub-optimal
assignment can yield economies reaching huge amount per year. Line balancing
technique was used normally in assembly line of the automotive industry which
is called ALB. Most of the Small and Medium Industries do not use line
balancing method in the production line.
There are two types
of line balancing that include Static Balance and Dynamic Balance. Static
Balance denotes long-term differences in capacity over a period of several
hours or longer. Static imbalance results in underutilization of workstations,
machines and people. Dynamic Balance refers to short-term differences in
capacity such as over a period of minutes, hours at most. Dynamic imbalance
occurs from product mix changes and difference in work time dissimilar to
product mix.
The intent of Line
balancing is to match the output rate to the production plan. This will help
organization to make sure on-time delivery and avoids build-up of surplus inventory.
Johnson articulates the problem of line balancing as “a set of non-divisible
tasks to be performed, each task has a known deterministic performance time. A
partial ordering of tasks by precedence constraints is specified. The problem
is to assign these tasks to assembly stations, so that the necessary number of
station is minimized.” Line balancing is usual practice to resolve problems
occurred in assembly line. It is a technique to reduce imbalance between
workers and workloads in order to accomplish required run rate (H.Jay and
R.Barry, 2006). This can be performed by equalizing the amount of work in each
station and assign the smallest number of workers in the particular
workstation. Here the job is divided into small portion called “job element”.
The objective is to uphold production at an equal rate (G. Andrew, 2006).
Line balancing
operates under two circumstances:
Precedence Constraint: Products cannot progress to other station if it doesn’t complete
necessary task at that station. It should not across other station because
certain part needs to be performed before other activities.
Cycle time Restriction: Cycle time is maximum time for products spend in every
workstation. Different workstation has different cycle time.
Objective of Line Balancing: Following are major objectives of Line balancing procedure. It is
used to:
Manage the
workloads among assemblers.
Recognize the
location of bottleneck.
Decide number of
workstation.
Decrease production
cost.
Assigning task to
each work station in such a way that there is little idle time.
Terms
in Line Balancing Technique
There is range of
terms used in assembly line balancing system. Each of them has their meaning
and purposes.
Cycle Time: Maximum
amount of time allowed at each station. This can be found by dividing required
units to production time available per day. This is the time expressed in
minutes between two simultaneous products coming of the end of production line.
Gaither and Fraizer (2001) described that cycle time demonstrates how often the
production line can generate the product with current resources and staffing.
It is a precise indicator to signify how the line is currently set up to run.
The calculation of cycle time takes into consideration of the entire production
quantities. If multiple lines are producing the same product, then the
composite cycle time is less than the actual lapse time of any individual line.
Lead Time: Summation of
production times along the assembly line.
Bottleneck: Delay in
transmission that slow down the production rate. This can be overcome by
balancing the line.
Task Precedence: It is the sequence by which tasks are carried out. It can be
represented by nodes or graph. In assembly line the products have to obey this
rule. The product cannot be moved to the next station if it doesn’t complete at
the previous station.
Idle time: A period when
system is not in used but is available.
Productivity: Defined as ratio of output over input. Productivity depends on
several factors such as workers skills, jobs method and machine used.
Takt times: The time
needed by competent worker or unattended machine to perform a task. This is
usually expressed in minutes. Heizer and Render (2010) stated that takt time is
pre-requisite procedure in doing line balancing task. Takt time is the
swiftness of production that aligns production with client demand. It shows how
fast the need to manufacture product in order to fill the customer orders (Vome
lean Briefs, 2006). Producing faster than takt time results in overproduction which
is a type of waste whereas producing slower than takt time results in
bottlenecks where the customer orders may not be fulfilled in time. There are
numerous benefits of using takt time (Heizer and Render, 2010). These include,
Achieve a steady
and continuous flow of production.
Eliminate the waste
of overproduction by producing actual customer demand.
Improves accuracy
of planning.
Encourage the
development of standardize work instructions, promoting quality and efficiency.
Set real time
targets for production that shows operators exactly where their work output
should be at any given point of time.
Establish what-if
scenario for customer demand based on flexible manning.
Work station: A physical area where a worker with tools / one or more machines or
unattended machines such as robot perform specific task in a production line
(Gaither and Fraizer, 2001).
Downtime: Downtime
explained as the time that is non value added (Chase, et al. 2000). It is often
associated with the seven wastes as under:
Defects: Defect is
direct costs of a company.
Overproduction: One
of the severe wastes discourages a smooth flow of goods and services, which may
lead to unnecessary lead and storage time. It will lead to the defects which
cannot be detected earlier and then the products may deteriorate. It will also
lead to excess work-in-progress stocks.
Waiting: It occur
when the goods are not moving or being worked on. It affects both goods and
workforce where the waiting time should be used for some value added activities
such as training and maintenance.
Transportation: Any
movement in factory can be considered as waste. Double handling and excessive
movements are likely to cause damage and deterioration with the distance of
communication between processes proportional to time taken. It takes to
feedback reports of poor quality and needs corrective action.
Unnecessary
inventory: There is a problem with extra inventory. Inventory will increase the
lead time, preventing quick identification of problems and increasing space.
Significant storage costs are wasted which absolutely lower the competitiveness
of the organization of value stream.
Unnecessary motion:
Involve the ergonomics of production where operation might have to stretch,
bend and pick up when these actions actually could be avoided. It not only
tires the workers but also leads to poor productivity.
Inappropriate
processing: Over-complexity of a process discourages ownership and encourages
the employees to over produce to recover the large investment in the complex
machines. It encourages poor quality and takes corrective action.
Steps in
Solving Line Balancing
There
are four steps in solving line balancing described by G. Andrew (2006).
Drawing
Precedence Diagram: Precedence diagram needs to be drawn to demonstrate a relationship
between workstations. Certain process begins when previous process was done.
Determining Cycle Time: Cycle time is longest time allowed at each station. This can be expressed by this formula:

<!--[if gte vml 1]>
<!--[if mso & !supportInlineShapes & supportFields]> SHAPE \* MERGEFORMAT <![endif]--><!--[if gte vml 1]>
This
means the products needs to leave the workstations before it reaches its cycle
time.
Assigning
tasks to workstation: The tasks distributions should be taken after completing
a time cycle. It’s good to allocate tasks to workstation in the order of
longest task times.
<!--[if mso & !supportInlineShapes & supportFields]> SHAPE \* MERGEFORMAT <![endif]--><!--[if gte vml 1]>
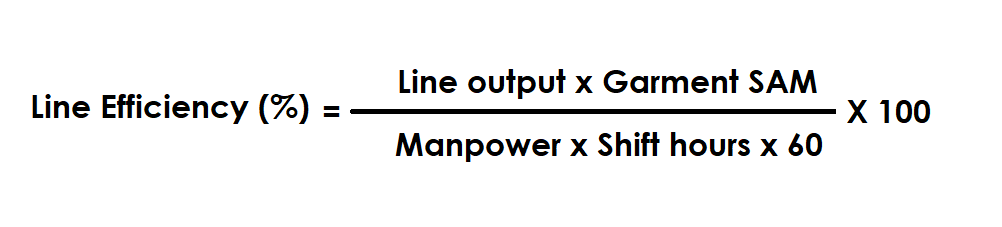
Calculating an Efficiency Line: This is done to find effectiveness of the line. The formula is given by:
 Computerized line balancing: Line balancing
manually becomes unwieldy as the problem grows in size. There are software
packages that will balance large line rapidly. They use various heuristic to
balance the line at an acceptable level of efficiency. There are two types of
line balancing heuristics which include incremental utilization heuristic and
longest task time heuristic. In incremental utilization heuristic, tasks are
added to each work station in order of task precedence one at a time until
utilization is hundred percent. Longest task time heuristic adds tasks to work
station one at a time in the order of task precedence. If there is choice of
multiple tasks, longest task is added. It can only be used when each and every
task time is less than or equal to the cycle time. There can be no duplicate
work stations. To
summarize, a line balance is the modification of the capacity of a line ladder
to a particular model mix. The capacity of the line hierarchy is established by
the number of tasks and the number of individual capacities in the line
segments. The model mix is determined by a number of materials, the rate of the
materials and the rate routings, according to which the materials are produced.
It is described by experts that line balancing is levelling of the workload
across all operations in a line to eliminate blockage and surplus capacity.
Computerized line balancing: Line balancing
manually becomes unwieldy as the problem grows in size. There are software
packages that will balance large line rapidly. They use various heuristic to
balance the line at an acceptable level of efficiency. There are two types of
line balancing heuristics which include incremental utilization heuristic and
longest task time heuristic. In incremental utilization heuristic, tasks are
added to each work station in order of task precedence one at a time until
utilization is hundred percent. Longest task time heuristic adds tasks to work
station one at a time in the order of task precedence. If there is choice of
multiple tasks, longest task is added. It can only be used when each and every
task time is less than or equal to the cycle time. There can be no duplicate
work stations. To
summarize, a line balance is the modification of the capacity of a line ladder
to a particular model mix. The capacity of the line hierarchy is established by
the number of tasks and the number of individual capacities in the line
segments. The model mix is determined by a number of materials, the rate of the
materials and the rate routings, according to which the materials are produced.
It is described by experts that line balancing is levelling of the workload
across all operations in a line to eliminate blockage and surplus capacity.
Related Articles
Lesson meta keywords and meta description:
Write a public review